रोबोट आधार प्लेट वेल्डिंग और दरवाजा काटने संयोजन मशीन
मॉडल: आरडब्ल्यू-डीसी120/300
आवेदनः
वेल्डिंग प्रणाली प्रकाश ध्रुव आधार प्लेट वेल्डिंग उत्पादन के लिए लागू कर रहे हैं। रोबोट और वेल्डिंग शक्ति के बीच वास्तविक समय संचार द्वारा, वेल्डिंग मशीनों के बीच वास्तविक समय संचार के माध्यम से, वेल्डिंग मशीनों के बीच वास्तविक समय संचार के माध्यम से, वेल्डिंग मशीनों के बीच वास्तविक समय संचार के माध्यम से, वेल्डिंग मशीनों के बीच वास्तविकविभिन्न वेल्डिंग स्थिति के अनुसार अच्छी गुणवत्ता वेल्डिंग सीम प्राप्त करने के लिए,.
इस मशीन का सड़क लाइट के खंभे के उत्पादन में छः प्रमुख अनुप्रयोग हैंः
- सीएनसी ध्रुव तल के समतल कटौती,
- नीचे की प्लेट की स्थिति और संयोजन,
- नीचे की प्लेट और पोल के बीच आंतरिक और बाहरी सीम वेल्डिंग,
- बेस प्लेट स्टिफनर वेल्डिंग,
- सीएनसी विद्युत दरवाजे काटना
- दरवाजे के फ्रेम की वेल्डिंग
शंकुध्रुवों, गोल ध्रुवों, अष्टकोणीय ध्रुवों, बहुभुज ध्रुवों, समान व्यास के ध्रुवों के लिए उपयुक्त
मुख्य पैरामीटरः
| नहीं। |
पद |
पैरामीटर |
| 1 |
ध्रुव न्यूनतम व्यास |
120 मिमी |
| 2 |
पोल का अधिकतम व्यास |
300 मिमी |
| 3 |
ध्रुव अधिकतम लंबाई |
12 मीटर या 14 मीटर |
| 4 |
ध्रुव न्यूनतम मोटाई |
2.5 मिमी |
| 5 |
पोल अधिकतम मोटाई |
वेल्डिंग के लिएः 12 मिमी
दरवाजे की काटने की मोटाई 8 मिमी के लिए, विकल्प=12 मिमी)
|
| 6 |
विस्तारित ट्यूब की अधिकतम मोटाई जिसे विकृत किया जा सकता है
|
8 मिमी |
| 7 |
पोल अधिकतम भार
|
मानक:300 किलोग्राम
विकल्पः 500 किलोग्राम
|
| 8 |
बेस प्लेट स्टिफनर का अधिकतम QTY
|
चार से आठ
नोटः यदि मात्रा बड़ी है और सख्त करने वालों की दूरी छोटी है और वेल्डिंग टॉर्च प्रभावित है, तो सख्त करने वालों का आधा वेल्ड किया जा सकता है
|
| 9 |
बेस प्लेट स्टिफनर का आकार
|
सामान्य स्ट्रीट लाइट के खंभे और ऊंची मस्तूल उपयुक्त हैं
(अलग-अलग आकार के स्टिफेनर के लिए अलग-अलग मोल्ड की आवश्यकता होती है, जिन्हें मशीन में दिए गए मोल्ड के अनुसार उपयोगकर्ता द्वारा संसाधित और निर्मित किया जा सकता है)
|
| 10 |
वेल्डिंग गति
|
संदर्भ गति 300 से 500 मिमी/मिनट
अलग मोटाई और अलग वेल्डिंग गति
|
| 11 |
आधार प्लेट का आकार
|
वृत्त, वर्ग, अष्टभुज, चार पक्षों के कई पक्ष |
| 12 |
बेस प्लेट की न्यूनतम मोटाई
|
10 मिमी
अनुशंसित मूल्य, बहुत पतला, अंदर और बाहर वेल्ड करने में मुश्किल, आसानी से जलने के लिए)
|
| 13 |
बेस प्लेट की अधिकतम मोटाई
|
सामान्य पोल के लिए उपयुक्त
|
| 14 |
बेस प्लेट का न्यूनतम आकार
|
150mm×150mm |
| 15 |
बेस प्लेट का अधिकतम आकार
|
व्यास: 500 मिमी, या वर्ग प्लेट 500x500।
विकल्पः व्यासः 700 मिमी, या वर्ग प्लेट 700x700.
|
| 16 |
कठोर करनेवाला और आधार प्लेट के आकार की स्थिरता के लिए आवश्यकताएं
|
आयाम सहिष्णुता 1 मिमी के भीतर है
यह एक बेहतर रोबोट वेल्डिंग प्रभाव प्राप्त करने के लिए आकार स्थिरता सुनिश्चित करने के लिए लेजर काटने या प्लाज्मा काटने का उपयोग करने की सिफारिश की है
|
| 17 |
दरवाजे के फ्रेम की आकार स्थिरता के लिए आवश्यकताएं
|
आम तौर पर, दरवाजे का फ्रेम बाहर से खरीदा जाता है, और आकार सहिष्णुता 1 मिमी से अधिक होती है।
इसलिए यह आवश्यक है हाथ से दरवाजा फ्रेम स्थापित करने के लिए, और स्पॉट वेल्डिंग के बाद दृढ़ता से है (या clamping के बाद, रोबोट फिर से वेल्ड होगा, अगर सहिष्णुता अपेक्षाकृत छोटी है,यह भी सीधे रोबोट द्वारा वेल्डेड किया जा सकता है
(नोट: यदि दरवाजे के फ्रेम की आयामी सहिष्णुता अपेक्षाकृत बड़ी है, तो इससे दरवाजे के फ्रेम और दरवाजे के बीच का अंतर अपेक्षाकृत बड़ा हो जाएगा, जिससे वेल्डिंग का स्थानीय रिसाव होगा,और स्थानीय मैनुअल मरम्मत वेल्डिंग बाद में आवश्यक है)
|
| 18 |
स्विच प्लाज्मा काटने की स्थिति के बारे में,
दरवाजे के उच्चतम बिंदु से आधार प्लेट तक अधिकतम दूरी
|
1400 मिमी |
| 19 |
काटने का प्रकार
|
मानकःपाइप प्रकार काटना ((3 अक्ष)
वैकल्पिक समतल सतह प्रकार काटना + पाइप प्रकार काटना (4 अक्ष)
|
| 20 |
दरवाजे का आकार और आकार
|
काटने की सीमा नहीं है
|
| 21 |
दरवाजे के फ्रेम की वेल्डिंग स्थिति के संबंध में, दरवाजे के उच्चतम बिंदु से आधार प्लेट तक अधिकतम दूरी
|
2000 मिमी |
| 22 |
पोल प्रकार के लिए उपयुक्त
|
शंकुधारी ध्रुव, गोल ध्रुव, अष्टकोणीय ध्रुव, अष्टकोणीय के ऊपर बहुभुज आकार और समान व्यास के ध्रुव सभी उपयुक्त हैं
|
| 23 |
प्लाज्मा स्रोत
|
हाइपरथर्म पावरमैक्स 45
(यूएसए में निर्मित)
|
| 24 |
अधिकतम छिद्रण और गुणवत्ता काटने की मोटाई
|
8 मिमी (अनुशंसित मूल्य) |
| 25 |
काटने की गति
|
एक सामान्य सड़क लाइट पोल पर एक दरवाजे के काटने का समय 30 ~ 40 सेकंड है |
| 26 |
सीएनसी प्रणाली
|
सि डाफेंग (SF-2100S) |
| 27 |
घोंसला बनाने वाला सॉफ्टवेयर
|
स्मार्टनेस्ट |
| 28 |
सीएनसी प्लाज्मा काटने की मशाल
|
1 सेट |
| 29 |
आर्क वोल्टेज ऊंचाई नियंत्रक
|
ऊंचाई HP105 |
| 30 |
ऊंचाई उपकरण
|
प्लाज्मा टॉर्च ऊंचाई चलाने वाला उपकरण, 1 सेट
|
| 31 |
उत्पादन की गति
(आधार प्लेट के आंतरिक और बाहरी वेल्डिंग, विद्युत दरवाजा काटने, दरवाजा फ्रेम वेल्डिंग सहित)
|
सामान्य स्ट्रीट लाइट पोलः 12 से 16 मिनट
5जी पोल: 40~45 मिनट
विशिष्ट समय खंभे के आकार पर निर्भर करता है, कठोरता के आकार, और दरवाजे के आकार
|
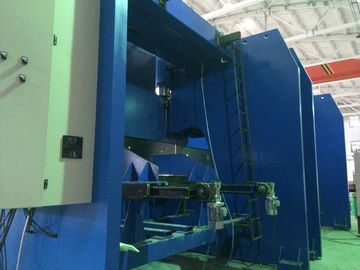
इसका सामान्य स्वरूप इस प्रकार है:

स्वामित्व वाली विशेषताएंः
- यह मशीन छह कार्यों को एकीकृत करती है, जिन्हें एक लोडिंग और अनलोडिंग में पूरा किया जा सकता है।आधार प्लेट और पोल के बीच आंतरिक और बाहरी वेल्डिंग, नीचे की प्लेट सख्त करने वाला वेल्डिंग, इलेक्ट्रिक दरवाजा काटने, और दरवाजा फ्रेम वेल्डिंग।स्वतंत्र प्रक्रियाओं के बीच सामग्री प्रवाह और लोडिंग और अनलोडिंग समय बहुत कम हो जाता है, और उत्पादन स्थान बचाया जाता है।
- ध्रुव विस्तार समारोह के साथ, आधार प्लेट और ध्रुव के आंतरिक छेद के बीच के अंतर को समाप्त करें और स्वचालित वेल्डिंग को सुचारू रूप से महसूस करें
- स्टिफनर के स्वतः स्थान और वेल्डिंग के कार्य के साथ
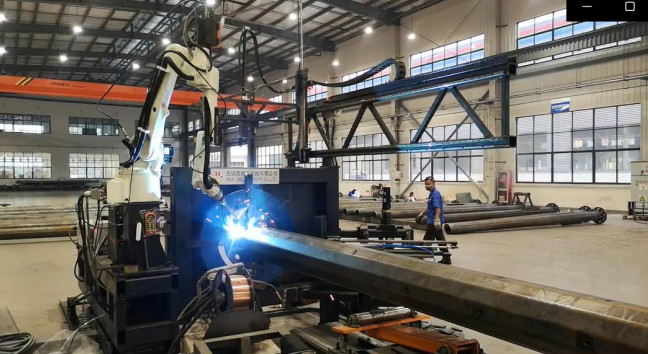
- यह जापानी कावासाकी हेवी इंडस्ट्रीज रोबोट को अच्छी संचालन क्षमता और उत्कृष्ट गुणवत्ता के साथ अपनाता है।
- प्रसिद्ध वेल्डिंग पावर स्रोत, अच्छी वेल्डिंग सीम गुणवत्ता और उच्च वेल्डिंग दक्षता को अपनाना
- Positioner एक बड़ा मोड़ कोण है, जो सबसे उचित कोण वेल्डिंग का एहसास कर सकते हैं
- सुंदर वेल्डिंग आकार और उच्च विश्वसनीयता
- प्रकाश पोल दरवाजे का सीएनसी काटने, काटने के आकार सर्कल, वर्ग, आयत, अंडाकार, आदि हो सकता है।किसी भी ग्राफिक्स है कि कंप्यूटर सीएडी द्वारा तैयार किया जा सकता है मशीन के साथ आता है कि विशेष सॉफ्टवेयर द्वारा काटा जा सकता है.
- काटने स्रोत स्वचालित प्लाज्मा है, तो काटने की गति बहुत तेजी से हो जाएगा, और कटौती चिकनी और गोल हो जाएगा
- हाइपरथर्म पावरमैक्स प्लाज्मा स्रोत और काटने की बंदूक के उपयोग के कारण, काटने का अंतर अपेक्षाकृत छोटा है, और काटने के टुकड़ों का उपयोग दरवाजे के कवर के रूप में किया जा सकता है
- बिजली के दरवाजे को काटने के बाद, यदि दरवाजे के फ्रेम को वेल्ड करने की आवश्यकता है, तो रोबोट दरवाजे के फ्रेम की स्वचालित वेल्डिंग को पूरा कर सकता है।और दरवाजा फ्रेम वेल्डिंग लेजर पोजिशनिंग समारोह के साथ सुसज्जित किया जाना चाहिए
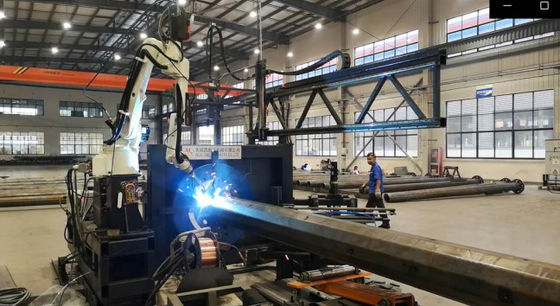
- पूरी मशीन एक तरफा असेंबली लाइन के रूप में डिज़ाइन की गई है। पोल मशीन के बाईं ओर ढेर हैं। ऑपरेटर वेल्डिंग को पूरा करने के लिए एक-एक करके दाईं ओर स्थानांतरित कर सकता है,और वेल्डेड खंभे दाईं ओर ढेर हैं- पोल चलता है और बढ़ता है, कोई क्रेन की आवश्यकता नहीं है, और ऑपरेटर की श्रम तीव्रता कम है
- श्रम लागत में बचत
- दिनभर के लंबे समय तक काम करने में सक्षम
विकल्प आइटम:
दरवाजे काटना प्लाज्माः हाइपरथर्म पावरमैक्स 45, सुझाव अधिकतम मोटाई 8 मिमी।
विकल्पः हाइपरथर्म पावरमैक्स65, सुझाव अधिकतम मोटाई12 मिमी।
अधिकतम पोल व्यास 400 मिमी है, और वर्ग ट्यूब अधिकतम आकार 350x350 है, इलेक्ट्रिक चक आंतरिक व्यास 620 मिमी है,
5G भारी पोल के लिए उपयुक्त ((500kg के रूप में), बेस प्लेट अधिकतम व्यास 700mm या वर्ग बेस प्लेट 700x700mm
3. सपाट सतह प्रकार काटना + पाइप प्रकार काटना (4 अक्ष)
- चौकोर ट्यूब पर, एक तरफ 2 सख्त हैं। एक सख्त डिवाइस की आवश्यकता होती है, जो सख्त की विभिन्न स्थितियों के लिए उपयुक्त, ऊपर और नीचे ले जाया जा सकता है
- लेजर पोजिशनिंग फ़ंक्शन भागों की स्थिति और आकार वेल्डिंग के लिए विन्यस्त है। स्थिरता गरीब है, के बारे में 1 मिमी से अधिक है। क्योंकि खरीदा दरवाजा फ्रेम एक ही आकार अलग है,यह सिफारिश की है कि दरवाजा फ्रेम वेल्डेड लेजर पोजिशनिंग समारोह के साथ सुसज्जित किया जाना चाहिए.
- यदि छोटे छोर की स्थिति एक वर्ग ट्यूब है, तो छोटे छोर के समर्थन को घुमाया नहीं जा सकता है, और समर्थन प्रकार को बदलने की आवश्यकता है।काटने और वेल्डिंग की सटीकता में सुधार करने के लिए 12 मीटर गाइड रेल और छोटे अंत के चल समर्थन जोड़ें. यह गोल ध्रुवों, वर्ग ट्यूबों और अष्टकोणीय ध्रुवों के लिए उपयुक्त है। छोटे अंत समर्थन सर्वो सिंक्रोनस रोटेशन है। इस तरह,यह अब आवश्यक नहीं है कि एक टूलींग जुड़नार है कि चौकोर करने के लिए गोल हो जाता है बनाने के लिए.
- ध्रुव तल विस्तार उपकरण
- कठोर करनेवाला उपकरण
- रोबोट वेल्डिंग के लिए स्पेयर पार्ट्स
- प्लाज्मा काटने के लिए स्पेयर पार्ट्स
- नेटवर्क उत्पादन डेटा प्रणाली, मशीन ग्राहक कार्यशाला में इंटरनेट से जुड़ी है,
कार्य (1):
उत्पादन प्रबंधन डेटा प्रदान कर सकता हैः समय पर शक्ति, वेल्डिंग समय, काटने का समय, गैर वेल्डिंग समय, उत्पादन मात्रा, आदि
कार्य (2):
मशीन को इंटरनेट से जोड़ने के बाद, मशीन आपूर्तिकर्ता ग्राहक को दूरस्थ दोष निदान और दूरस्थ पैरामीटर समायोजन में सहायता कर सकता है।ग्राहकों के लिए तेजी से उत्पादन फिर से शुरू करने के लिए सुविधाजनक.
समान तस्वीरें
रोबोट वेल्डिंग प्रणाली
1कावासाकी रोबोट BA006N (जापानी ब्रांड)
बीए श्रृंखला विशेष रूप से वेल्डिंग के लिए विकसित रोबोटों की एक श्रृंखला है। यह विशेष रूप से वेल्डिंग के लिए डिज़ाइन किया गया है।यह संचालित करने के लिए आसान है और सरल शिक्षण संचालन के माध्यम से कुशल वेल्डिंग ऑपरेशन प्राप्त कर सकते हैंशिक्षण उपकरण पर उत्कृष्ट दृश्य प्रभाव और आसान संचालन के साथ एक टच एलसीडी रंगीन डिस्प्ले स्क्रीन स्थापित है। रोबोट वेल्डिंग मशीन को केवल केबल कनेक्शन की आवश्यकता होती है,भंडारण के वेल्डिंग स्थितियों को वर्गीकृत कर सकते हैं, और एक महत्वपूर्ण कॉल.
| शिक्षण पद्धति |
सरल ऑपरेशन एएस भाषा प्रोग्रामिंग सिखाना |
| निष्पादन का तरीका |
मैनुअल मोड |
स्वतंत्र धुरी, बुनियादी समन्वय प्रणाली और उपकरण समन्वय प्रणाली |
| प्रजनन मोड |
प्रत्येक धुरी/रेखा की अंतःपोलन क्रिया और
आर्क
|
| भंडारण क्षमता |
|
8000 कदम समतुल्य हैं |
| सामान्य संकेत |
बाहरी संचालन संकेत |
आपातकालीन रोक, बाहरी रोक संकेत |
| इनपुट और आउटपुट |
32+32 |
कावासाकी बीए श्रृंखला के रोबोट E01 नियंत्रण कैबिनेट, कॉम्पैक्ट आकार, उपयुक्त संचालन प्रणाली, समृद्ध कार्यों, आसान रखरखाव और उच्च स्केलेबिलिटी का उपयोग करते हैं।टच स्क्रीन 640 x 480 पिक्सल. एलसीडी स्क्रीन को देखने में आसान बनाने के लिए बैकलाइटिंग का उपयोग किया जाता है। ऑपरेटिंग सिस्टम विंडोज सीई को अपनाता है। विंडो डिस्प्ले के लिए ड्रॉप-डाउन मेनू का उपयोग किया जाता है, जो संपादन प्रक्रिया को सरल और आसान बनाता है
| फ्यूशन |
मानक आर्क वेल्डिंग |
|
मॉडल
|
BA006N |
| बांह का रूप |
ऊर्ध्वाधर कई जोड़ों |
| डीओएफ |
6 अक्ष |
| अधिकतम भार क्षमता ((KG) |
6 |
|
कार्य की अधिकतम सीमा
[DEG]
|
JT1
विद्युत विद्युत तार तथा नियंत्रण तार
|
±165 |
| JT2 |
+150 ¢-90 |
| JT3 |
+45-175 |
| JT4 |
±180 |
| JT5 |
±135 |
| JT6 |
±360 |
|
कार्य की अधिकतम गति
[DEG/S]
|
JT1
विद्युत विद्युत तार तथा नियंत्रण तार
|
240 |
| JT2 |
240 |
| JT3 |
220 |
| JT4 |
430 |
| JT5 |
430 |
| JT6 |
650 |
| जड़ता[N.M] |
JT4 |
12 |
| JT5 |
12 |
| JT6 |
3.75 |
|
जड़ता क्षण
[KG.M2]
|
JT4 |
0.4 |
| JT5 |
0.4 |
| JT6 |
0.07 |
| पुनरावर्ती पोजिशनिंग सटीकता [एमएम] |
±0.05 |
| क्षैतिज लम्बाई [एमएम] |
1445 |
| वजन[किलो] |
150 |
| शक्ति क्षमता [KVA] |
3.0 |
| स्थापना मोड |
ग्राउंड, शीर्ष लोडिंग |
| स्थापना वातावरण |
तापमान |
0°45° |
| आर्द्रता |
३५% ८५% ((नहीं ओस) |
| कंपन |
0.5G निम्न 0 से कम5 |
| अन्य |
रोबोट की स्थापना ज्वलनशील या संक्षारक तरल या गैस उपकरणों के हस्तक्षेप से दूर होनी चाहिए |
| आईपी स्तर |
IP65 |
| अनुशंसित नियंत्रक |
E01 |
क्रिया का दायरा
परिचय वेल्डिंग टॉर्च का टक्कर रोकथाम
350 वेल्डिंग टॉर्च प्रणाली एक CO2 वेल्डिंग टॉर्च है, जिसका उपयोग आमतौर पर एशिया में आर्क वेल्डिंग के लिए किया जाता है।
विनिमेय बंदूक गर्दन वेल्डिंग बंदूक प्रणाली के पास उच्च रेटेड मूल्य और उच्च कार्य चक्र के फायदे हैंः बुद्धिमान इंटरफ़ेस तेजी से रखरखाव और दोहराए जाने योग्य पोजिशनिंग कार्यों को महसूस कर सकता है,और डाउनटाइम को छोटा करें
वेल्डिंग बंदूक प्रणाली में सभी सामान्य मशीन जोड़ों के लिए विभिन्न प्रकार की बंदूक गर्दन और धारक हैं।
लाभ
(1)सामान्य एशियाई CO2 वेल्डिंग डिजाइन
(2)बदली जाने वाली बंदूक की गर्दन उपकरण के डाउनटाइम को छोटा कर सकती है और रखरखाव और मरम्मत की लागत को कम कर सकती है
(3) इष्टतम तापमान विशेषताएं पहनने वाले भागों की लंबी सेवा जीवन सुनिश्चित करती हैं
(4) उच्च गुणवत्ता वाले केबल संयोजन प्रणाली की लंबी सेवा जीवन सुनिश्चित करते हैं
(5) मजबूत वेल्डिंग मशाल संरचना उच्च टक्कर स्थिरता प्राप्त कर सकते हैं
| मॉडल |
350 |
| शीतलन तरीका |
हवा |
| कार्य चक्र |
१००% |
| नामित मूल्य |
350A CO2 |
| 300 ए (मिश्रित संरचना) |
| तार का व्यास |
0.8-1.4 मिमी |
| वेल्डिंग बंदूक की गर्दन |
35° |
एनबीसी-350आरएल वेल्डिंग पावर सिस्टम
उपकरण का विवरणः
एनबीसी-350आरएल रोबोट विशेष वेल्डिंग मशीन में वेल्डिंग के दो मोड हैंः कम छिड़काव और निरंतर दबाव, जो कार्बन स्टील समृद्ध आर्गन और सीओ 2 गैस से सुरक्षित वेल्डिंग का एहसास कर सकता है।यह उत्पाद एक पूरी तरह से डिजिटल नियंत्रण विधि को अपनाता है, जो अत्यधिक अनुकूलनशील है और डिजिटल/एनालॉग इंटरफेस के माध्यम से आर्क वेल्डिंग रोबोट के साथ संवाद कर सकता है।
प्रदर्शन विशेषताएं
(1) कावासाकी रोबोट के साथ मेल खा सकता है
(2) कई प्रकार के डिजिटल इंटरफेस नियंत्रण ग्राहक द्वारा संग्रहीत वेल्डिंग मापदंडों को सीधे कॉल कर सकते हैं
(3) बहुत छोटे वेल्डिंग स्प्रे, सुंदर वेल्डिंग सीम आकार
(4) अनुकूलित आर्क इग्निशन, आर्क क्लोजिंग और गेंद हटाने के कार्य
पूरी तरह से डिजिटल नियंत्रण प्रणाली वेल्डिंग प्रक्रिया और स्थिर चाप लंबाई के सटीक नियंत्रण को महसूस करती है।
शक्तिशाली डिजिटल त्रुटि रिपोर्टिंग फ़ंक्शन, विभिन्न प्रकार के दोषों में त्रुटि कोड प्रदर्शित होते हैं।
इस प्रणाली में एक अंतर्निहित वेल्डिंग विशेषज्ञ डेटाबेस और स्वचालित और बुद्धिमान पैरामीटर संयोजन है।
अनुकूल ऑपरेशन इंटरफ़ेस, एकीकृत समायोजन मोड, मास्टर करने में आसान।
सॉफ्ट-स्विचिंग इन्वर्टर तकनीक, पूरी मशीन अत्यधिक विश्वसनीय, ऊर्जा-बचत और बिजली-बचत है।
वेल्डिंग पावर पैरामीटर
| नहीं. |
पद |
पैरामीटर |
| 1 |
नामित इनपुट वोल्टेज/आवृत्ति
|
380V±25% 3P/50Hz |
| 2 |
(KVA) नामित इनपुट क्षमता |
14 |
| 3 |
(A) नामित इनपुट करंट (A) |
21 |
| 4 |
(V) नामित आउटपुट वोल्टेज (V) |
31.5 |
| 5 |
(%) नामित भार अवधि (%) |
६०% |
| 6 |
(V) आउटपुट नो-लोड वोल्टेज (V) |
96 |
| 7 |
(ए/वी) आउटपुट करंट/वोल्टेज रेंज (ए/वी)
|
60A/17V 350A/31.5V |
| 8 |
(मिमी) वेल्डिंग तार का व्यास (मिमी) |
0.8,1.0,1.2 |
| 9 |
तार का प्रकार |
धक्का तार |
| 10 |
(एल/मिनट) वायु प्रवाह दर (एल/मिनट) |
15 ¢20 |
| 11 |
मशाल शीतलन विधि |
वायु शीतलन |
| 12 |
घेरने का दर्जा |
IP23 |
| 13 |
इन्सुलेशन वर्ग |
H |
| 14 |
L*W*H (cm)
आयाम L*W*H (cm)
|
66*32*56 |
| 15 |
(किलो) वजन |
55 |
| 16 |
ईएमसी उत्सर्जन स्तर |
ए |
विकल्पःबंदूक सफाई, तार काटने और सिलिकॉन तेल छिड़काव उपकरण
जैसा कि चित्र में दिखाया गया है, बंदूक की सफाई और सिलिकॉन तेल छिड़काव उपकरण का उपयोग वेल्डिंग टॉर्च के नोजल में छप को साफ करने और नोजल में एंटी-स्पलैश सिलिकॉन तेल छिड़काव करने के लिए किया जाता है।तार काटने के उपकरण वेल्डिंग तार के सिर पर छोटे गेंद काटने के लिए प्रयोग किया जाता है और सुनिश्चित करें कि वेल्डिंग तार के सूखे बढ़ाव लगातार है, आर्क स्टार्टिंग की सफलता दर और वेल्डिंग प्रक्रिया की स्थिरता, साथ ही शुरुआत में पता लगाने की सटीकता सुनिश्चित करने के लिए।
परिचालन वातावरण
1, ग्राउंडिंग: सी ग्राउंडिंग, ग्राउंडिंग प्रतिरोध 10 ओम से कम है।
2वेल्डिंग तारः डिस्क-माउंटेड तार
3पर्यावरण की स्थितियों का उपयोग (घर के अंदर)
परिवेश का तापमान: -5°C से 40°C।
सापेक्ष आर्द्रताः ≤80%..नहीं ओस
प्रोग्रामिंग और कार्यप्रवाह
प्रोग्रामिंग प्रवाह

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!